 24小时服务热线:0755-2314904924小时服务热线:0755-23149049
24小时服务热线:0755-2314904924小时服务热线:0755-23149049
产品中心
PRODUCTS CENTER 产品简介
产品简介
 相关文章
相关文章

| 检测技术 | 原理 | 特点 | 适用场景 |
| 电化学法 | 氧气在电极(如贵金属阴极、铅阳极)表面发生氧化还原反应,产生与浓度成正比的电流信号。 | 成本低、结构简单;但易受CO、H₂S等干扰气影响,传感器寿命较短(1-2年)。 | 常温、低浓度(ppm级)、无强干扰气场景 |
| 激光光谱法(TDLAS) | 特定波长激光穿过气体时,被氧气分子选择性吸收,通过吸收强度计算浓度(朗伯-比尔定律)。 | 抗干扰强(仅对O₂响应)、精度高(±0.1%FS)、寿命长(>5年);成本较高。 | 高精度、复杂工况(如含粉尘、腐蚀性气体) |

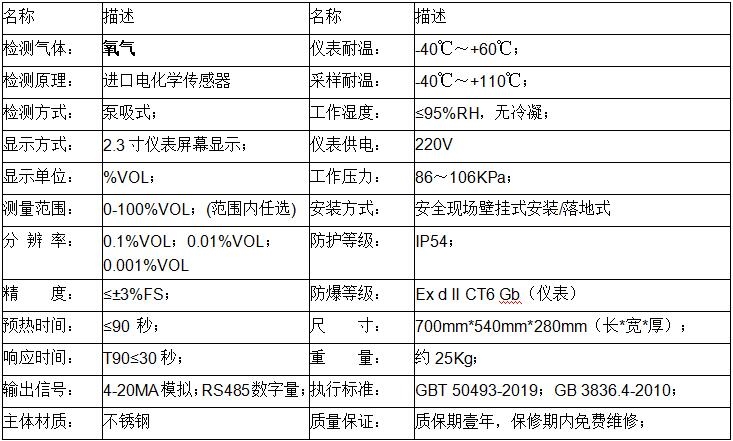
四、技术参数
Copyright © 2026 深圳市淇安科技有限公司版权所有 备案号:粤ICP备2023069066号
技术支持:环保在线 管理登录 sitemap.xml
 当前位置:
当前位置:


 产品分类
产品分类 上一个:
上一个: 返回列表
返回列表




